Шнековые конвейеры
Винтовой конвейер (рис.1) представляет собой транспортирующий механизм, в котором груз проталкивается вращающимся винтом 1 по неподвижному желобу 2. Загрузка материала в желоб производится через отверстие в крышке, а разгрузка — через отверстие, устроенное в днище желоба.
Рис1.
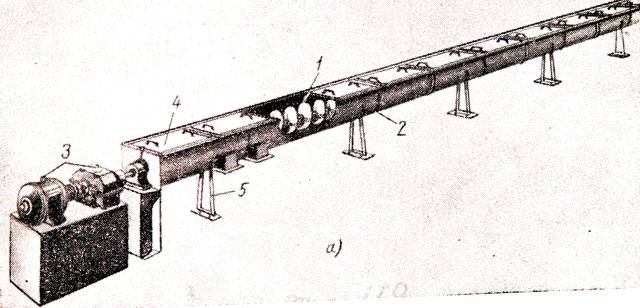
От вращения винта с помощью электромотора и редуктора 3 материал получает только поступательное движение. Вращению его вместе с винтом препятствует собственный вес материала и сила трения о стенки желоба.
Достоинством винтового конвейера являются: малые габариты, герметичность конструкции, простота ухода и ремонта, возможность одновременной загрузки и разгрузки в нескольких пунктах. В литейном производстве винтовые конвейеры применяются главным образом при транспортировании сухих молотых (пылевидный уголь и глина) и мелкокусковых материалов на небольшие расстояния (до 20 – 30 метров).
Существенный недостаток винтовых конвейеров заключается в том, что вследствие трения о дно желоба и винтовую поверхность материал сильно истирается и перемалывается, расход электроэнергии у винтовых конвейеров выше, чем у любого другого транспортирующего устройства. Поэтому они применяются при сравнительно небольших производительностях и коротких расстояниях транспортирования.
Основные элементы конструкции винтовых конвейеров следующие:
Винтовой вал шнека. Витки шнека, образующие винтовую поверхность, обычно изготовляют из отдельных разрезных железных шайб, которым штамповкой придаётся винтовая поверхность. Отдельные витки сваривают или склепывают между собой и затем прикрепляют к валу.
В отдельных случаях для транспортирования абразивных материалов применяются шнеки, у которых витки отливаются из чугуна. Отдельные трубки, отлитые вместе с витками, надеваются на вал. Они соединяются между собой посредством выступов на трубках и соответствующих им впадин на соседних трубках. Однако на практике чаще применяют стальные шнеки, так как чугунные шнеки получаются значительно тяжелее и обходятся дороже стальных шнеков.
Валы шнеков обычно изготовляют из газовых труб, причём шейки для промежуточных подшипников и цапфы для концевых подшипников делают из круглой стали, вставляемой в отрезки труб и скрепляемой с ними посредством сквозного болта или заклепок. Валы на концах и по длине через каждые 2,5 – 3 м., во избежание прогиба вала, поддерживаются промежуточными подшипниками. Концевые подшипники, обычно укрепляемые на торцевых стенках желоба, кроме радиальной нагрузки от веса шнека, имеют также и осевую нагрузку, вызываемую сопротивлением материала при его движении. Поэтому концевые подшипники должны воспринимать осевую нагрузку
Рис2.
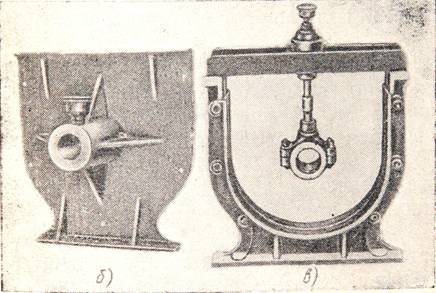
Чтобы избежать затора материала в желобе, стремятся делать промежуточные подшипники по возможности меньших диаметров и длины. Их подвешивают к крышке желоба, чтобы днище желоба оставалось свободным для беспрепятственного прохождения материала.
На рис 2, б и в показаны некоторые конструкции концевых и промежуточных подшипников и крепление промежуточного подшипника к стойке.
Желоб конвейера делается из стальных листов, с полукруглым дном и съемной крышкой 4 (рис.1,а). Отдельные секции желоба длиной 2-4 м. собираются на фланцах при помощи болтов. На расстояниях друг от друга 2-3 м. ставятся чугунные стойки 5, которые создают жесткость желоба.
В местах загрузки в крышке и в местах разгрузки в дне делаются окна и патрубки. Разгрузочные патрубки снабжаются обыкновенными задвижками различных конструкций или задвижками с зубчатой рейкой. Привод конвейера. Вращение винта производится при помощи привода, выполняемого по одной из следующих схем: редукторный привод (рис 1, а, поз.3), привод с цилиндрической зубчатой и ременной передачами, с конической зубчатой и ременной передачами и др.
Винтовые конвейеры горизонтальные и наклонные (до 20°) стандартизированы ГОСТ 2037-43.